메뉴
성형기와 온조기 SPICCP* 통신을 통해 연결하여 성형기 측에서 온조기 제어하고 성형 조건과 온조기 조건을 연결할 수 있습니다. 조건부 불러오기의 시간을 단축하는 것 외에도 포카미를 예방하는 효과가 있습니다.
*미국 산업 단체가 옹호하는 프로토콜
(플라스틱 산업 협회, inc. 통신 프로토콜 위원회)
・온도 설정에 의한 금형 손상, 쓸모없는 성형품 제조
・온조기 고장나도 양산 계속된다...
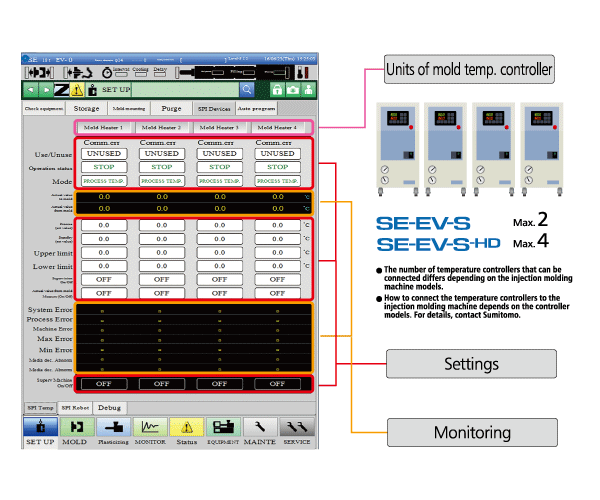
・온조기(ON/OFF)를 성형기 측에서 제어합니다.
・온조기의 설정 온도도 성형 조건으로 보존됩니다.
・온조기 온도 감시 설정도 성형 조건으로 보존 수 있습니다.
온도 설정이 잘못되거나 온조기 고장을 눈치채지 못한 채 양산을 계속하는 등 온조에 관련된 "포카미아"를 제거함으로써 금형 낭비 수지 폐기 비용을 줄일 수 있습니다.
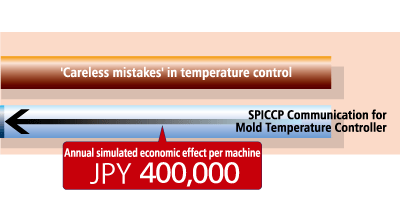
효과량 산정 기준
다음 케이블을 사용하여 성형기와 온조기 연결하십시오.
●케이블은 고객이 준비합니다.
| 연결 사양 | 제조 업체 |
| RS-422(4선식) | 마쓰이 매뉴팩처링, 카와타 |
| RS-485(2선식) | Harmo, Nakamura 과학 및 산업, Stolz |
SE-EV-S 최대 x2 유닛
SE-EV-S-HD 최대 x4
■ 중고/미사용
■운영 상태
■모드(성형/준비) 설정
■성형 모드 온도 설정
■준비 모드 온도 설정
■상한치
■하한값
■감시 인/OFF
■리턴 미디어 실적치 측정 입력/OFF*
■이상 발생하면 성형기가 들어오거나 OFF히지 않습니다.
■전송 실적치
■반환 실적치
■시스템 이상
■ 공정 이상
■기계 이상
■온도 상한 이상
■이상 하한
■매체 이상 경감
■통신 이상
SE-EV-S / SE-EV-S-HD / SE-EV-A / SE-EV-A-HD / SE-EV